[VIP第1年] 指数:3
[VIP第1年] 指数:3
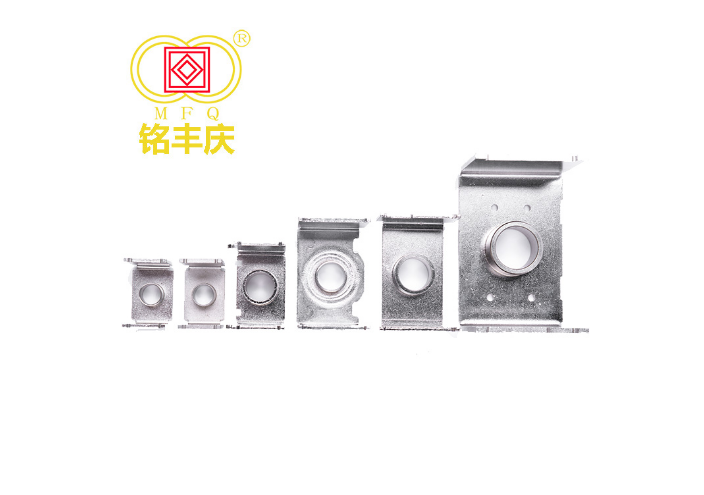
电池纯镍片、纯镍带长期生产纯镍带/片(镍纯度达)维氏硬度:m、1/4h、1/2h、3/4h,贵州锂电池镍片引片定制、h符合欧盟标准,通过rohs检测,sgs检测报告.特性:具有良好的光泽、延展性、可焊性纯镍带:含镍量在,纯镍拥有优良的机械特性和在多种不同环境中均有较高的抗蚀功能,还拥有磁致伸缩性及磁性、高传热性,贵州锂电池镍片引片定制、高导电性、低气体量及低蒸气压力等特点。纯镍201与纯镍200的区别在于前者比较高含碳量为,后者为;纯镍201在高温高浓度的碱性和氯离子等条件下具有良好的耐蚀性。高倍率动力工具电池组、笔记本电池、航模电池组合用纯镍带。具有良好的点焊性能,拉伸张力高,贵州锂电池镍片引片定制,操作方便.电阻率低(笔记本电池组组合优先)可通过50a以上电流,是动力电池组组合优先本产品主要用于制造镍氢电池,锂电池,组合电池与电动工具,通讯信息,特灯等行业。应用例:充电电池组中的连接片、极耳、引出片、截流片、镍氢电池,锂电池,极耳,电动工具,组合电池、聚合物电池、动力电池、电子产业、手提电脑、手机、无绳电动工具、电动自行车、电动助力车、传呼机、mp3、数码相机及录像机、镍镉、镍氢、镍电池、组合电池及仪器仪表。 开启灯管,抽真空时间25±5秒,曝光时间28±3秒;曝光完成经由传送输出端口运往显影车间。贵州锂电池镍片引片定制

根据镍的相转变规律,熔炼前在固相区,用分段还原法将镍中有害的杂质硫、磷降低,进而用造渣法和真空电子来精炼提纯,真空度达到3毛。采用国际上的对镍板预处理后直接进行轧制的镍板锻轧技术,与传统的镍丝制作工艺相比其优势不言而喻。首先省去了传统工艺中的熔炼、刨面、热锻、热轧等工序,节省了时间,使得生产周期缩短。其次工艺上避免了在熔炼过程中添加辅料造成的金属纯度下降、内阻增大和塑性差等问题。本工艺在不改变原电解镍金属板的化学成分及纯度的情况下,能制备出高纯度的镍线材,从而保证了镍丝的高纯度、高导电性、(内阻比传统工艺生产的线材低7%以上)和高韧性、产品合格率高,产品质量优越。镍片镍带定制特征特点镍带特性:具有良好的光泽、延展性、可焊性n4,n6纯镍带的区别:n4,n6的区别是在于c的含量即:分别低碳纯镍和普通纯镍n4,n6对应的是asmeii中的ni201和ni200,即低碳纯镍和普通纯镍(即n4/ni201,n6/ni200)n4ni%=,所以主要用于制碱工业。在常温下镍在海水和盐类溶液及有机介质(如脂肪酸、酚、醇等)中极为稳定。不耐无机酸腐蚀,在醋酸和蚁酸中也不稳定。采用高纯度的电解镍原料进行压延制造镍板带。 西藏锂电池极耳镍片引片精密磨测量图档内的logo设计任何线条的尺寸宽度不得低于0.25mm。

现代新能源汽车发展步伐正在加快,国家政策支持力度也在不断加大,必然促进市场对新能源电池性能要求的提高,高效、节能、环保是电池发展的必然趋势,而与电池材料相关的零部件产品借此机遇也是迎头而上。我们公司作为一家专业化的电池材料制造企业,长期以来一直致力于电池的正、负极耳材料的研发、生产,深受国内用户的支持与信任,相互提携合作并取得长足的进步,所生产的产品镍铜复合带、镍铝复合带、镀镍铜带、铜铝复合带、锌铜复合带、纯镍带、镀镍钢带、铝带、纯镍连接片等广泛应用于国内、外大型品牌电池企业。常规的电池负极材料有镀镍钢带,优点:价格低廉,缺点:镀层薄、侧面无保护易生锈、内阻大,焊接性一般;镀镍铜带,优点:内阻小,缺点:镀层薄可焊接性能一般,对焊接工艺要求特高否则易脱落;纯镍带,优点:焊接性能好,抗氧化能力强。缺点:内阻偏大针对以上材料的特点和结合我公司的生产设备和工艺的优势,并与国内新能源电池研究机构合作,研发出了新型电池材料——铜镍复合带。采用纯机械复合制造方式,在不添加任何介质的条件下经过特殊的工艺手段使铜、镍复合界面分子相互渗透融合成一体,制造成具有强结合力的镍铜复合材料。
复合材料镍片这样的一种材料基本上也有着各种不同的特点,其实如今的复合材料镍片在世界制造的过程当中,将有着更多的制造方法,当然这里还有着直接使用的一些方式,从现在的情况来看,复合材料镍片作为原材料,可以广的应用于很多不同的行业领域,比如可以应用于电子产品的制造业,或者是其他的一些行业领域,而且大多数的行业在实际使用的过程当中,将有着更多的生产和制造的模式,甚至他们可以广的应用复合材料镍片来进行一系列的加工。复合材料镍片的厚度或者是纯度以及它们的延展性,就有着各种不同的物理性能,都会影响到原材料产品的质量加工,随着电子产品的小型化,甚至是较高性能的发展趋势,对于复合材料镍片的速度和程度以及延展性也提出了更高的要求,他们要求更高的程度或者是良好的延展性,这也会让它们的导电性能以及电阻值逐渐的减少。作为复合材料镍片这样的一种材料,在实际使用的过程当中,它们内部所含有的硫性成分非常的大,脆性也非常的大,而且韧性也是非常少的,因此根本就不能够进行压制,目前复合材料镍片这样的一种材料,采用的全部都是传统的工艺来进行生产的,甚至他们的生产过程当中,将有着各种不同的加工方式。 一张钢板一般可以重复电镀2000次,每次重新使用必须进行清洗抛光。
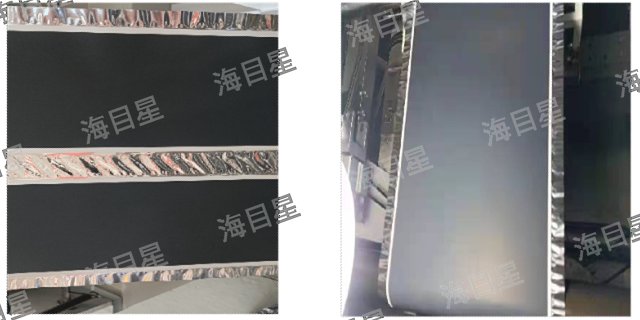
1.过大的纱眼和刮伤直接报废。2,其次检查曝光机玻璃有无黑点、灰尘,有的话则清扫干净。3,然后取菲林片,与不锈钢相贴,贴合时注意不要贴反,贴菲林片的那一面朝下,放置于玻璃上。4,开启灯管,抽真空时间25±5秒,曝光时间28±3秒;曝光完成经由传送输出端口运往显影车间。显影:1,作业员将曝光好的不锈钢板浸入显影液中,每次放入4~6片。2,浸泡时间不宜超过1分钟,时间过长易掉墨。3,用海棉轻轻擦拭显影面,直到完全成形为止。4,用清水冲洗其表面,目视检查表面有无杂点、刮伤与掉墨,若是显影不充分,则需重工,其他显影不良直接报废。镀镍1,将显影好的不锈钢板放入电铸槽中进行电铸。2,电铸镍时间为180±30分钟,电压±,电流135±35A(视放入不锈钢数量而定),电铸槽比重值:±,槽内温度55±5℃,PH=±。3,在电铸过程中检查产品表面效果的时间不能超过15秒,不然将影响结合率,产品易分层,每30分钟巡检一次。4,用千分尺量测电铸产品厚度(依客户要求),OK后过清水进行电铸铬。镀铬1,将电铸好的产品放入槽中进行电铸铬处理。2,电铸铬时间为90±30秒,电压10±2V,电流750±150A(视放入不锈钢数量而定),槽内温度35±10℃,PH=±。3。OK后过清水。 在电铸过程中检查产品表面效果的时间不能超过15秒,不然将影响结合率,产品易分层,每30分钟巡检一次。贵州锂电池镍片引片定制
目视检查表面有无杂点,孔等问题。贵州锂电池镍片引片定制
将头个电池的连接片外露一端点焊于第二电池的负极底部中间位置。将串联点焊好的电池组摆放于压合夹具上,用力将电池组朝中间压合,使两电池紧密结合在一起,两电池成一直线。将压合好的电池组流入下一工站作业完毕后将作业台面收拾干净,关闭点焊机电源开关。18650锂电池点焊引出片与连接片注意事项:1、引出片规格须符合材料BOM规格。2、焊点不能有漏焊、虚焊、炸火、明显毛刺等不良现象。3、引出片/连接片每处焊点数不少于6点。4、作业时不能使面垫脱落,如有脱落现象须重贴面垫再作业。5、当点焊机铜针针尖发黑时,用挫刀将铜针黑点挫去再重新点焊作业。6、如遇机仪器冒烟、异响等异常时,应及时关掉电源开关,停止机仪器运行,并向上级主管报告。以上就是小编给大家介绍的有关于电池引出片和连接片点焊时的方法,希望在看完之后能够对大家有所帮助。其实点焊锂电池引出片与其它点焊都差不多,有的聚合物锂电池极耳也需要点焊连接片,点焊的道理大同小异,只不过在电池网这里所有问题都将正规化,方法及注意事项都非常到位。 贵州锂电池镍片引片定制
深圳市铭丰庆五金制品有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的五金、工具中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来铭丰庆五金制品供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
文章来源地址: http://nengyuan.chanpin818.com/dianchi/zuodianchi/deta_17218833.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。