[VIP第1年] 指数:3
[VIP第1年] 指数:3
安全监察的分类,《固定式压力容器安全技术监察规程》将其监察范围内的容器根据危险程度划分为Ⅰ类、Ⅱ类、Ⅲ类(分别等同于《特种设备目录》中的头一类压力容器、第二类压力容器、第三类压力容器),其中第Ⅲ类压力容器危险性较大,故要求较严格。类别划分的方法是,首先根据介质特性,确定介质分组,选择类别划分图,再利用设计压力p(单位MPa)和容积V(单位L)值在类别划分图上标出坐标点,确定压力容器类别。这种分类方法,强化危险性原则,从风险控制的理念上对压力容器进行分类监管,突出本质安全思想。压力容器的润滑系统需定期保养,确保运行顺畅。广东双标压力容器供应商

压力容器中的介质为混合物质时,应以介质的组成并按毒性程度或易燃介质的划分原则,由设计单位的工艺设计部门或使用单位的生产技术部门决定介质毒性程度或是否属于易燃介质。腐蚀性介质,石油化工介质对压力容器用材具有耐腐蚀性要求。有时是因介质中有杂质,使腐蚀性加剧。腐蚀介质的种类和性质各不相同,加上工艺条件不同,介质的腐蚀性也不相同。这就要求压力容器在选用材料时,除了应满足使用条件下的力学性能要求外,还要具备足够的耐腐蚀性,必要时还要采取一定的防腐措施。上海双标压力容器现货直发设计压力容器时,应进行详细的压力计算和强度分析,确保容器能够承受较大设计压力。

制造工艺:1、压力容器制造工序一般可以分为:原材料验收工序、划线工序、切割工序、除锈工序、机加工(含刨边等)工序、滚制工序、组对工序、焊接工序(产品焊接试板)、无损检测工序、开孔划线工序、总检工序、热处理工序、压力试验工序、防腐工序。2、不同的焊接方法有不同的焊接工艺。焊接工艺主要根据被焊工件的材质、牌号、化学成分,焊件结构类型,焊接性能要求来确定。首先要确定焊接方法,如手弧焊、埋弧焊、钨极氩弧焊、熔化极气体保护焊等等,焊接方法的种类非常多,只能根据具体情况选择。确定焊接方法后,再制定焊接工艺参数,焊接工艺参数的种类各不相同,如手弧焊主要包括:焊条型号(或牌号)、直径、电流、电压、焊接电源种类、极性接法、焊接层数、道数、检验方法等等。
什么叫气瓶,容积不超过3000 L,用于储存和运输压缩气体、液化气体的可重复充装的可移动的容器叫作气瓶,是运输压缩气体和液化气体较常用的容器。常见的气瓶有无缝气瓶、焊接气瓶、缠绕气瓶、低温绝热气瓶、内装填料气瓶等。气瓶的组成:1、主要部件:包括瓶体、瓶盖、阀门等。2、附气瓶附件:瓶阀、瓶帽、保护罩、安全泄压装置、防震圈、气瓶专门使用爆破片、安全阀、液位计、紧急切断和充装限位装置等。我们现场常见的充装乙炔和氧气的无缝钢瓶必备的附件有瓶阀、瓶帽、防震圈,但是在检查中经常发现会有缺失。现代压力容器设计还需要考虑抗震和耐腐蚀性能,以适应恶劣的工作环境。

一二三类压力容器分类国家质量技术监督局颁发的《压力容器安全技术监察规程》根据压力容器操作压力、介质危害程度、容器功能、结构特性、材料和对容器安全性能的综合影响程度等,将压力容器分为三类。一二三类压力容器分类国家质量监督检验检疫总局(以下简称国家质检总局)颁发的《固定式压力容器安全技术监察规程》(TSG21-2016,以下简称《固容规》,行业内称“大容规”)根据压力容器操作压力、介质危害程度、容器功能、结构特性、材料和对容器安全性能的综合影响程度等,将压力容器分为三类。压力容器的温度和压力监测系统可以帮助及时发现异常情况。上海双标压力容器现货直发
风险评估在压力容器的设计及运用中至关重要,能帮助识别潜在的安全隐患。广东双标压力容器供应商
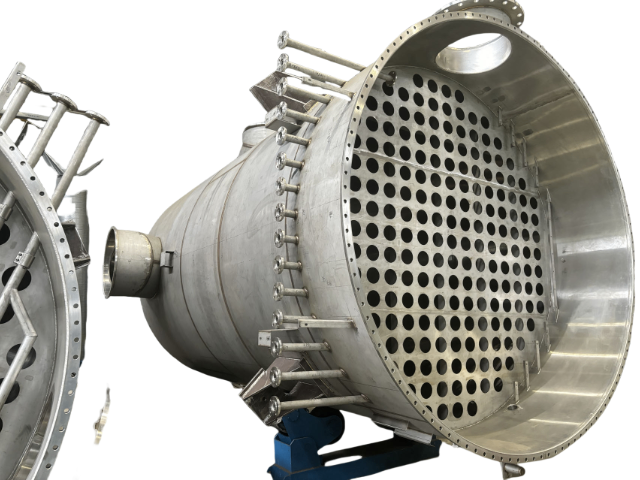
压力容器指的是承载了一定压力的密闭设备。其内盛装的可以是气体,也可以是液体。《特种设备安全监察条例》对压力容器做以下规定:其中盛装气体(包括液化气体)的容器应满足:较大工作压力(表压)应 ≥0.1 MPa,且压力与容积的乘积应 ≥2.5 MPa.L。盛装液体的容器应满足:较高工作温度应≥其标准沸点。对于气瓶、氧舱,盛装气体(包括液化气体)的应满足:较大工作压力(表压)应 ≥0.2 MPa,且压力与容积的乘积应 ≥1.0 MPa.L。盛装液体的应满足:其标准沸点≤60℃。 广东双标压力容器供应商
文章来源地址: http://nengyuan.chanpin818.com/sysb/shylrq/deta_24535826.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。