[VIP第1年] 指数:3
[VIP第1年] 指数:3
制造工艺:1、压力容器制造工序一般可以分为:原材料验收工序、划线工序、切割工序、除锈工序、机加工(含刨边等)工序、滚制工序、组对工序、焊接工序(产品焊接试板)、无损检测工序、开孔划线工序、总检工序、热处理工序、压力试验工序、防腐工序。2、不同的焊接方法有不同的焊接工艺。焊接工艺主要根据被焊工件的材质、牌号、化学成分,焊件结构类型,焊接性能要求来确定。首先要确定焊接方法,如手弧焊、埋弧焊、钨极氩弧焊、熔化极气体保护焊等等,焊接方法的种类非常多,只能根据具体情况选择。确定焊接方法后,再制定焊接工艺参数,焊接工艺参数的种类各不相同,如手弧焊主要包括:焊条型号(或牌号)、直径、电流、电压、焊接电源种类、极性接法、焊接层数、道数、检验方法等等。压力容器的设计使用寿命通常为15到30年,需定期进行检查与保养。河南中压压力容器标准

温度,金属温度,系指容器受压元件沿截面厚度的平均温度。任何情况下,元件金属的表面温度不得超过钢材的允许使用温度。设计温度,系指容器在正常操作情况下,在相应设计压力下,壳壁或元件金属可能达到的较高或较低温度。当壳壁或元件金属的温度低于—20℃,按较低温度确定设计温度;除此之外,设计温度一律按较高温度选取。设计温度值不得低于元件金属可能达到的较高金属温度;对于0℃以下的金属温度,则设计温度不得高于元件金属可能达到的较低金属温度。容器设计温度(即标注在容器铭牌上的设计介质温度)是指壳体的设计温度。广东低压压力容器厂家精选压力容器在使用前需进行严格试压试验,确保符合标准要求。

近三十年来,在发达的工业国家,核能容器获得了迅速发展。核能容器的出现,标志着压力容器的设计、制造技术达到一个新的更高水平。核能容器不只是承受高温超压的超厚壁容器(压水堆容器其工作压力一般为140~160KG,温度250~330度,壁厚达400~500MM),而日容器本身还要承受堆芯核烈变时产生的强烈中子流和v射线辐射,导致材料冲击韧性与延塑的明显下降,使容器发生脆性破坏的可能性增加。此外,为防止容器内放射性物质污染环境,对密封结构的安全可靠性也提出了更严格的要求。所以国内现行的压力容器规范均明确规定不包括核能容器。
材料代用的手续要求为:(1)容器承压部件的代用要严格进行,须经由代用单位技术部门的批准并上报代用材料的复检报告或质量证明,由主管负责人核准批复;(2)必须在获得原设计单位的允许并拿到证明文件后,才可以在压力容器制造时进行材料代用;(3)压力容器的设计图、施工图以及出厂时的质量证明书中要细致标注代用材料的规格部位、材质和规格。以优代劣,压力容器所用的全部金属材料要具有优良的性能,包括材料的力学性能、耐腐蚀性、耐高温性和制作工艺等。每一种材料的性能都是固定不变的从性能比较的角度出发,常常会出现材料间的“优”和“劣”的问题。但每种压力容器对对材料性能的要求在不同情况下也是不一样的,所以,材料代用中的“优”与“劣”判断从实际出发,具体问题具体分析。对于特殊介质的储存,压力容器的内衬和涂层材料的选择必需经过特定的测试。

头一类压力容器,低压容器(第(二)、(三)款规定的除外)。第二类压力容器(下列情况之一,第(三)款规定的除外):(1)中压容器;(2)低压容器(只限毒性程度为极度和高度危害介质);(3)低压反应容器和低压储存容器(只限易燃介质或毒性程度为中度危害介质);(4)低压管壳式余热锅炉;(5)低压搪玻璃压力容器。第三类压力容器(下列情况之一):(1)高压容器。(2)中压容器(只限毒性程度为极度和高度危害介质);(3)中压储存容器(只限易燃或毒性程度为中度危害介质,且pV大于或等于50MPa·m3)。压力容器的支撑结构设计需稳固可靠,避免倾斜或变形。广东低压压力容器厂家精选
压力容器的润滑系统需定期保养,确保运行顺畅。河南中压压力容器标准
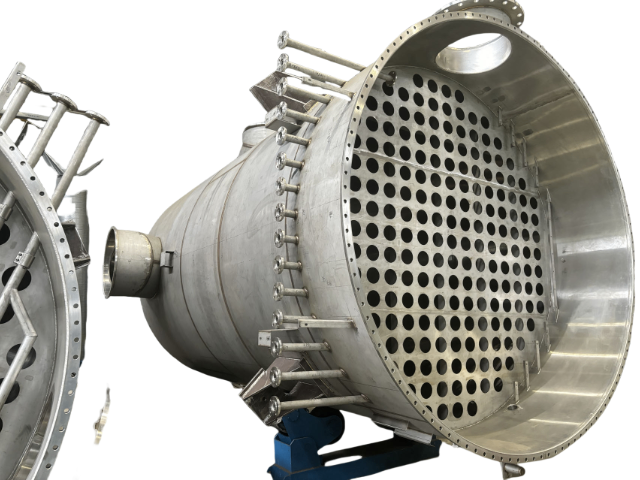
实际应用,压力容器是一个涉及多行业、多学科的综合性产品,其建造技术涉及到冶金、机械加工、腐蚀与防腐、无损检测、安全防护等众多行业。压力容器普遍应用于化工、石油、机械、动力、冶金、核能、航空、航天、海洋等部门。它是生产过程中必不可少的主要设备,是一个国家装备制造水平的重要标志。如化工生产中的反应装置、换热装置、分离装置的外壳、气液贮罐、核动力反应堆的压力壳、电厂锅炉系统中的汽包等都是压力容器。随着冶金、机械加工、焊接和无损检测等技术的不断进步。河南中压压力容器标准
文章来源地址: http://nengyuan.chanpin818.com/sysb/shylrq/deta_26319477.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。